نیروی قفل گیره را چگونه محاسبه کنیم؟

نیروی قفل گیره را چگونه محاسبه کنیم؟

نیروی قفل گیره را چگونه محاسبه کنیم؟

نیروی قفل گیره را چگونه محاسبه کنیم؟
نیروی قفل گیره را چگونه محاسبه کنیم
در روش های نوین، مهندسین صنعت تزریق پلاستیک با استفاده از نرم افزارهای CAE (Computer-Aided Engineering Software) مانند Mold Flow، اطلاعات فراوان و ارزشمندی از شرایط تولید قطعات پلیمری تزریقی در مرحله طراحی قطعه و قبل از شروع ساخت قالب به دست می آورند که در طراحی صحیح محصول و قالب و انتخاب ماشین تزریق پلاستیک بهینه بسیار اثرگذار است. این نرم افزارها ضمن دریافت مقداری داده های ورودی اعم از هندسه قطعه، خواص مواد پلیمری، ضخامت جداره قطعه و راهگاه ها، تعداد کویته های قالب، چیدمان گیت های ورودی حفره ها، مسیرهای خنک کاری قالب، فشار و دمای تزریق و ... گزارشات خروجی مفیدی نظیر نیروی قفل گیره مورد نیاز، سرعت پر شدن قالب، نحوه پر شدن قالب، فشار موثر در داخل حفره های قالب، نواحی جوش سرد، نقاط حبس هوا و ... را ارائه می دهند.
یکی از عوامل بسیار مهم در انتخاب صحیح ماشین تزریق پلاستیک، محاسبه نیروی قفل گیره کافی برای تولید قطعه مورد نظر می باشد. در صورت عدم دسترسی به نرم افزار Mold Flow، یک روش ساده و کارآمد برای محاسبه نیروی قفل گیره استفاده از فرمول زیر است:
نیروی قفل گیره (kg) = فشار موثر در داخل حفره قالب (kg/cm²) * سطح تصویر شده قطعه بر روی صفحه گیره (cm²)
Clamping Force (kg) = Cavity Pressure (kg/cm²) * Total Projected Area (cm²)
عدد بدست آمده از این فرمول به کیلوگرم می باشد که این عدد تقسیم بر ۱۰۰۰ می شود تا نتیجه نهایی به واحد تن به دست آید.
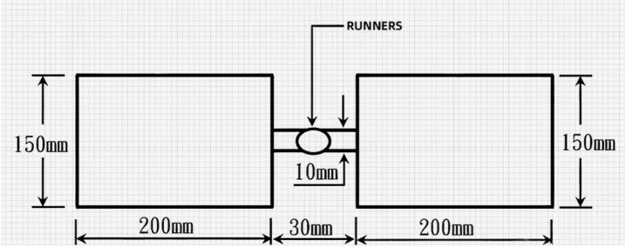
برای مثال، قطعه ای مستطیل شکل به ابعاد 200 mm * 150 mm را در نظر نموده ایم که از جنس مواد ABS ساخته شده باشد، و با قالبی دو حفره ای با ضخامت جداره 1.5 mm تولید شود:
نکته: در محاسبات نیروی قفل گیره مورد نیاز، از تاثیر طول راهگاه ها به دلیل ضخامت زیاد و تاثیر کم آن ها می توان صرف نظر نمود.
در فرمول نیروی قفل گیره، فشار موثر در داخل حفره قالب تابعی از پارامترهای زیر است:
a. حداکثر مسیر جریان مذاب (L)
b. حداقل ضخامت جداره قالب (T)
c. ویسکوزیته مواد پلیمری
در مثال فوق، حداکثر مسیر جریان مواد (بدون در نظر داشتن مسیر راهگاه) از ابتدای گیت ورودی حفره تا دورترین کنج حفره قالب می باشد:
L = √(20²+7.5²) = 21.4 cm
نسبت مسیر جریان مواد مذاب به ضخامت جداره قالب (L/T) = بلندترین مسیر جریان مواد÷ میانگین ضخامت جداره در حفره قالب
L/T = 214 ÷ 1.5 = 142
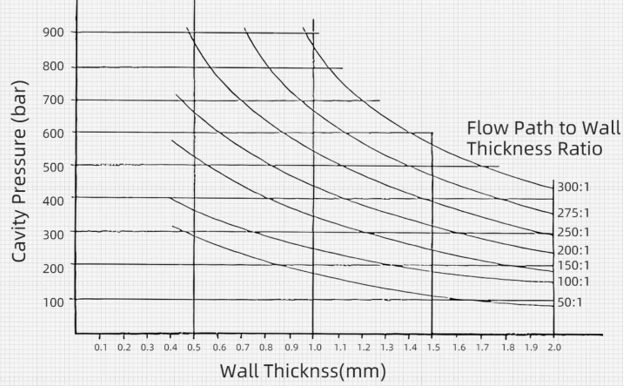
نمودار زیر، فشار داخل حفره قالب را با در نظر داشتن نسبت L/T و حداکثر مسیر جریان مذاب محاسبه می کند.
بعد از این مرحله ضرورت دارد ضریب مربوط به نوع مواد مذاب نیز در نظر گرفته شود که برای این منظور می توان به جدول زیر مراجعه کرد:
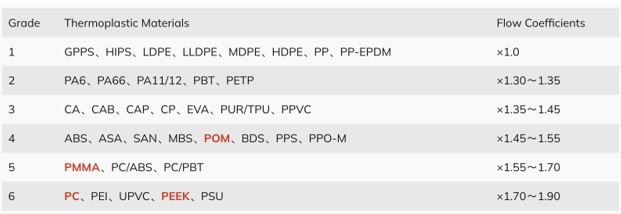
برای حل مثال فوق، تقاطع نسبت L/T = 142 با ضخامت جداره 1.5 mm در نمودار معادل 250 bar می باشد، که برای محاسبه نهایی فشار داخل حفره این عدد می باید در ضریب جریان مواد مذاب ضرب شود:
Cavity Pressure = 250 bar * 1.5 = 375 bar
پس از به دست آوردن فشار موثر در داخل حفره قالب، لازم است کل سطح تصویر شده قطعه بر روی صفحه گیره محاسبه شود که این عدد شامل جمع سطح تمامی حفره های قلب می باشد.
Total Projected Area = 20 x 15 x 2 = 600 cm²
در آخر، با داشتن فشار داخل حفره و کل مساحت تحت قالب گیری، نیروی قفل گیره قابل محاسبه می باشد:
Clamping Force = Total Projected Area * Cavity Pressure
Clamping Force = 600 cm² * 375 kg/cm²
Clamping Force = 225,000 kg
Clamping Force = 225 Ton
در مثال فوق، نیروی قفل گیره مورد نیاز برای تولید قطعه مستطیل شکل در قالب دو حفره ای به شرح نقشه ارائه شده در ابتدای این مقاله ۲۲۵ تن می باشد. در انتخاب ماشین تزریق پلاستیک، توصیه می شود ضریب اطمینان در محدوده ۲۰٪ الی ۳۰٪ نیز در نظر گرفته شود. لذا ماشین تزریق پلاستیک با نیروی قفل گیره ۲۷۰ تن تا ۳۰۰ تن برای مثال مورد اشاره در این مقاله مناسب خواهد بود.